advantage over the arc processes if its greater complexity can be
counterbalanced by its greater efficiency. There is good evidence,
however, for the belief that cyanamide costs have been very
substantially reduced recently, and whereas in 1908 about 0-75
E.H.P.-year was required to produce a ton of cyanamide, the
present energy consumption at Odda is believed not to exceed
0-6 E.H.P.-year per ton.
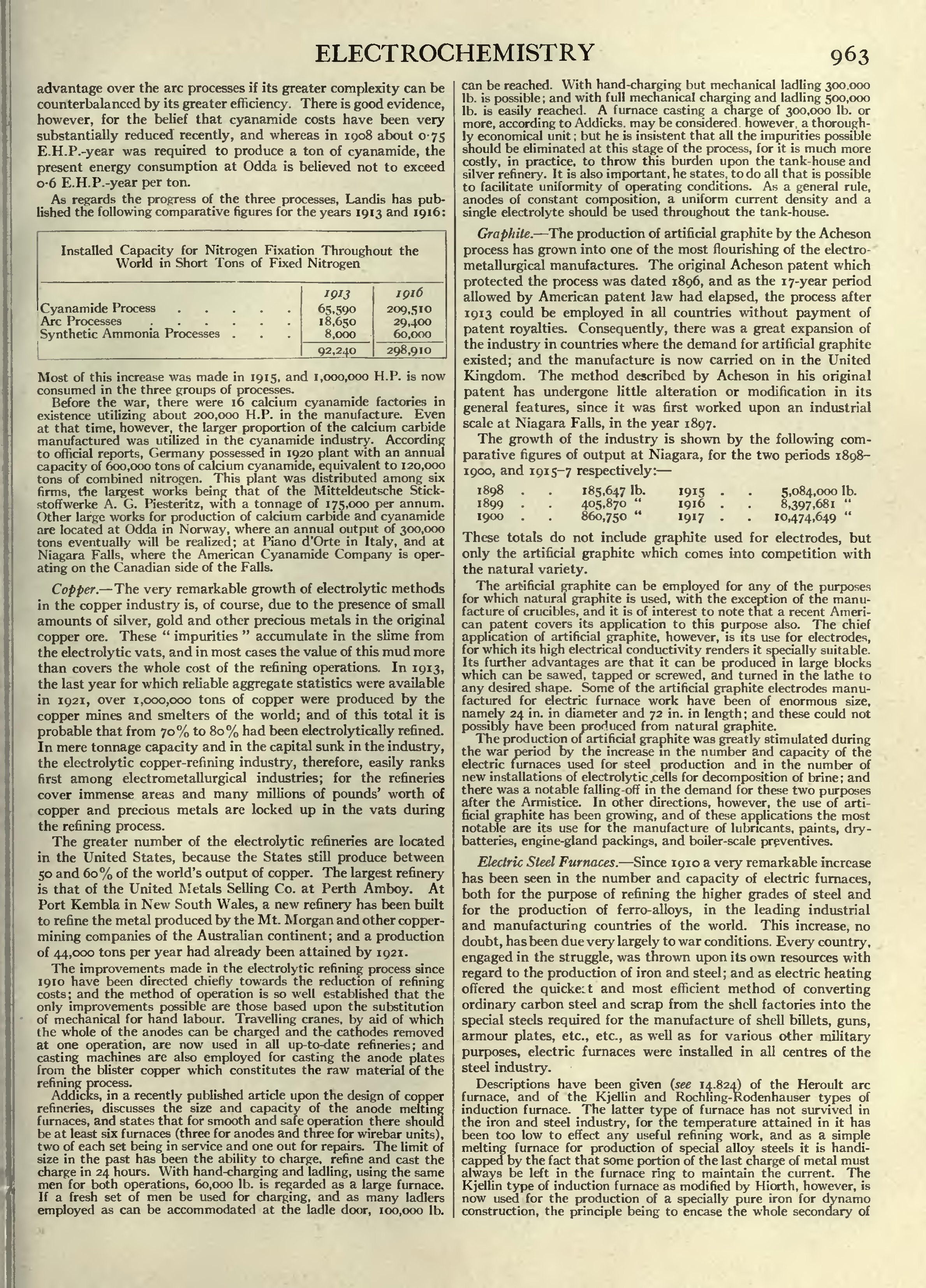
As regards the progress of the three processes, Landis has pub- lished the following comparative figures for the years 1913 and 1916:
Installed Capacity for Nitrogen Fixation Throughout the World in Short Tons of Fixed Nitrogen
Cyanamide Process Arc Processes Synthetic Ammonia Processes .
| A table should appear at this position in the text. See Help:Table for formatting instructions. |
I9'3 65,590 18,650
X.ooo
1916 209,510 29,400 60,000
92,240
298,910
Most of this increase was made in 1915, and 1,000,000 H.P. is now consumed in the three groups of processes.
Before the war, there were 16 calcium cyanamide factories in existence utilizing about 200,000 H.P. in the manufacture. Even at that time, however, the larger proportion of the calcium carbide manufactured was utilized in the cyanamide industry. According to official reports, Germany possessed in 1920 plant with an annual capacity of 600,000 tons of calcium cyanamide, equivalent to 120,000 tons of combined nitrogen. This plant was distributed among six firms, the largest works being that of the Mittcldeutsche Stick- stoffwerke A. G. Piesteritz, with a tonnage of 175,000 per annum. Other large works for production of calcium carbide and cyanamide are located at Odda in Norway, where an annual output of 300,000 tons eventually will be realized; at Piano d'Orte in Italy, and at Niagara Falls, where the American Cyanamide Company is oper- ating on the Canadian side of the Falls.
Copper. The very remarkable growth of electrolytic methods in the copper industry is, of course, due to the presence of small amounts of silver, gold and other precious metals in the original copper ore. These " impurities " accumulate in the slime from the electrolytic vats, and in most cases the value of this mud more than covers the whole cost of the refining operations. In 1913, the last year for which reliable aggregate statistics were available in 1921, over 1,000,000 tons of copper were produced by the copper mines and smelters of the world; and of this total it is probable that from 70% to 80% had been electrolytically refined. In mere tonnage capacity and in the capital sunk in the industry, the electrolytic copper-refining industry, therefore, easily ranks first among electrometallurgical industries; for the refineries cover immense areas and many millions of pounds' worth of copper and precious metals are locked up in the vats during the refining process.
The greater number of the electrolytic refineries are located in the United States, because the States still produce between 50 and 60% of the world's output of copper. The largest refinery is that of the United Metals Selling Co. at Perth Amboy. At Port Kembla in New South Wales, a new refinery has been built to refine the metal produced by the Mt. Morgan and other copper- mining companies of the Australian continent; and a production of 44,000 tons per year had already been attained by 1921.
The improvements made in the electrolytic refining process since 1910 have been directed chiefly towards the reduction of refining costs; and the method of operation is so well established that the only improvements possible are those based upon the substitution of mechanical for hand labour. Travelling cranes, by aid of which the whole of the anodes can be charged and the cathodes removed at one operation, are now used in all up-to-date refineries; and casting machines are also employed for casting the anode plates from the blister copper which constitutes the raw material of the refining process.
Addicks, in a recently published article upon the design of copper refineries, discusses the size and capacity of the anode melting furnaces, and states that for smooth and safe operation there should be at least six furnaces (three for anodes and three for wirebar units), two of each set being in service and one out for repairs. The limit of size in the past has been the ability to charge, refine and cast the charge in 24 hours. With hand-charging and ladling, using the same men for both operations, 60,000 Ib. is regarded as a large furnace. If a fresh set of men be used for charging, and as many ladlers employed as can be accommodated at the ladle door, 100,000 Ib.
can be reached. With hand-charging but mechanical ladling 300.000 Ib. is possible; and with full mechanical charging and ladling 500,000 Ib. is easily reached. A furnace casting a charge of 300,000 Ib. or more, according to Addicks. may be considered however, a thorough- ly economical unit ; but he is insistent that all the impurities possible should be eliminated at this stage of the process, for it is much more costly, in practice, to throw this burden upon the tank-house and silver refinery. It is also important, he states, to do all that is possible to facilitate uniformity of operating conditions. As a general rule, anodes of constant composition, a uniform current density and a single electrolyte should be used throughout the tank-house.
Graphite. The production of artificial graphite by the Acheson process has grown into one of the most flourishing of the electro- metallurgical manufactures. The original Acheson patent which protected the process was dated 1896, and as the 1 7-year period allowed by American patent law had elapsed, the process after 1913 could be employed in all countries without payment of patent royalties. Consequently, there was a great expansion of the industry in countries where the demand for artificial graphite existed; and the manufacture is now carried on in the United Kingdom. The method described by Acheson in his original patent has undergone little alteration or modification in its general features, since it was first worked upon an industrial scale at Niagara Falls, in the year 1897.
The growth of the industry is shown by the following com- parative figures of output at Niagara, for the two periods 1898- 1900, and 1915-7 respectively:
1898 . . 185,647 Ib. 1915 . . 5,084,000 Ib.
1899 . . 405,870 " 1916 . . 8,397,681 "
1900 . . 860,750 " 1917 . . 10,474,649 "
These totals do not include graphite used for electrodes, but only the artificial graphite which comes into competition with the natural variety.
The artificial graphite can be employed for any of the purposes for which natural graphite is used, with the exception of the manu- facture of crucibles, and it is of interest to note that a recent Ameri- can patent covers its application to this purpose also. The chief application of artificial graphite, however, is its use for electrodes, for which its high electrical conductivity renders it specially suitable. Its further advantages are that it can be produced in large blocks which can be sawed, tapped or screwed, and turned in the lathe to any desired shape. Some of the artificial graphite electrodes manu- factured for electric furnace work have been of enormous size, namely 24 in. in diameter and 72 in. in length; and these could not possibly have been produced from natural graphite.
The production of artificial graphite was greatly stimulated during the war period by the increase in the number and capacity of the electric furnaces used for steel production and in the number of new installations of electrolytic .cells for decomposition of brine; and there was a notable falling-off in the demand for these two purposes after the Armistice. In other directions, however, the use of arti- ficial graphite has been growing, and of these applications the most notable are its use for the manufacture of lubricants, paints, dry- batteries, engine-gland packings, and boiler-scale preventives.
Electric Steel Furnaces. Since 1910 a very remarkable increase has been seen in the number and capacity of electric furnaces, both for the purpose of refining the higher grades of steel and for the production of ferro-alloys, in the leading industrial and manufacturing countries of the world. This increase, no doubt, has been due very largely to war conditions. Every country, engaged in the struggle, was thrown upon its own resources with regard to the production of iron and steel; and as electric heating offered the quickest and most efficient method of converting ordinary carbon steel and scrap from the shell factories into the special steels required for the manufacture of shell billets, guns, armour plates, etc., etc., as well as for various other military purposes, electric furnaces were installed in all centres of the steel industry.
Descriptions have been given (see 14.824) of the Heroult arc furnace, and of the Kjellin and Rochling-Rodenhauser types of induction furnace. The latter type of furnace has not survived in the iron and steel industry, for the temperature attained in it has been too low to effect any useful refining work, and as a simple melting furnace for production of special alloy steels it is handi- capped by the fact that some portion of the last charge of metal must always be left in the furnace ring to maintain the current. The Kjellin type of induction furnace as modified by Hiprth, however, is now used for the production of a specially pure iron for dynamo construction, the principle being to encase the whole secondary of

{kind=link}