In some positions rivets like the above cannot be driven into place
and properly hammered up; resort is then made to rivets which
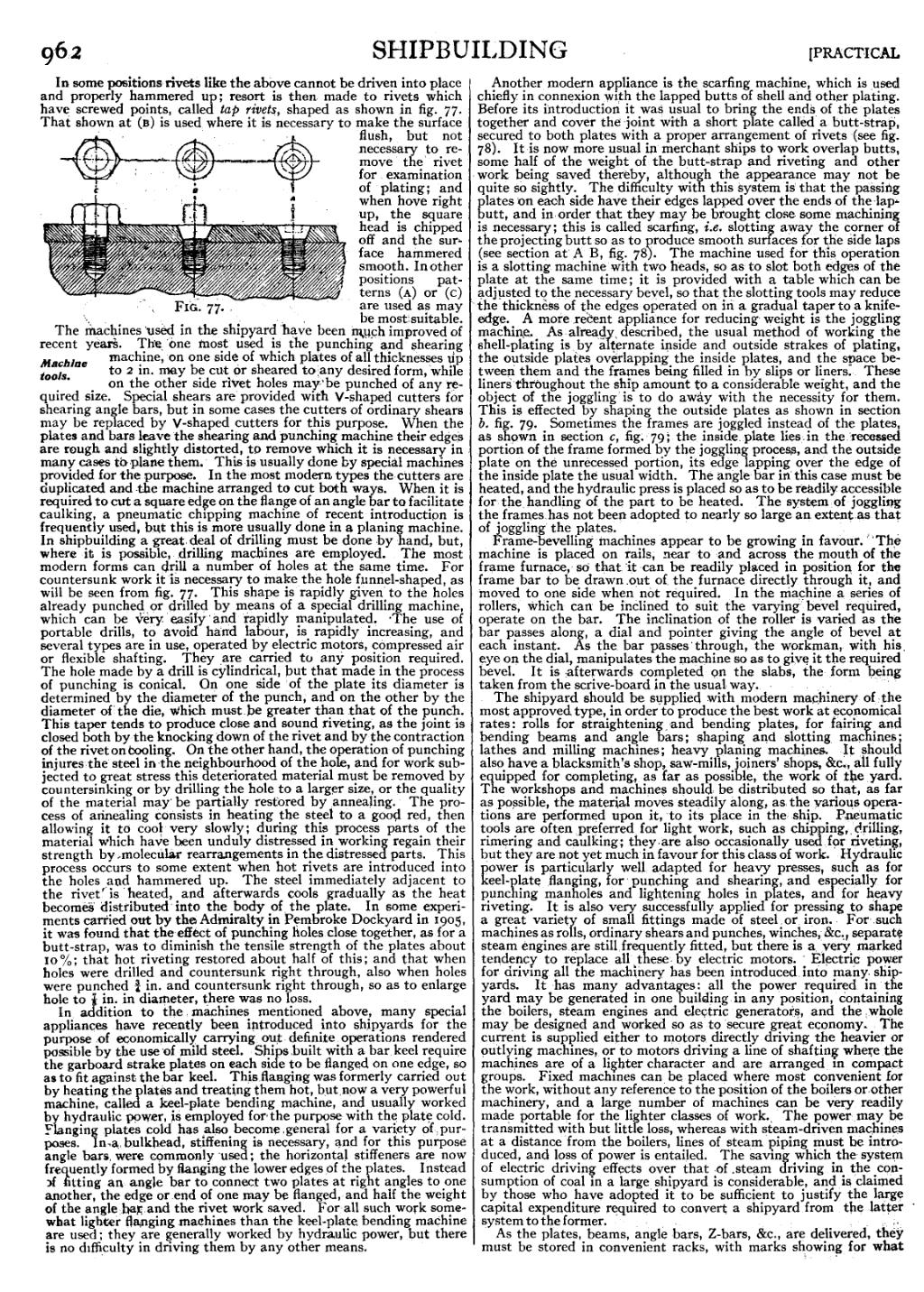
have screwed points, called tap rivets, shaped as shown in fig. 77.
That shown at (B) is used where it is necessary to make the surface
flush, but not
necessary to remove
the rivet
for examination
of plating; and
when hove right
up, the square
head is chipped
off and the surface
hammered
smooth. In other
positions patterns
(A) or (C)
are used as may
be most suitable.
An image should appear at this position in the text. To use the entire page scan as a placeholder, edit this page and replace "{{missing image}}" with "{{raw image|EB1911 - Volume 24.djvu/1031}}". Otherwise, if you are able to provide the image then please do so. For guidance, see Wikisource:Image guidelines and Help:Adding images. |
Fig 77.
The machines used in the shipyard have been much improved of recent years. The one most used is the punching and shearing machine, on one side of which plates of all thicknesses up to 2 in. may be cut or sheared to, any desired form, while on the other side rivet holes may be punched of any required size. Special shears are provided with V-shaped cutters for shearing angle bars, but in some cases the cutters of ordinary shears Machine tools. may be replaced by V-shaped cutters for this purpose. When the plates and bars leave the shearing and punching machine their edges are rough and slightly distorted, to remove which it is necessary in many cases to plane them; This is usually done by special machines provided for the purpose. In the most modern types theicutters are duplicated and -the machine arranged to cut both ways. When it is required to cut a square edge on the flange of an angle bar to facilitate caulking, a pneumatic chipping machine of recent introduction is frequently used, but this is more usually done in a planing machine. In shipbuilding a great deal of drilling must be done by hand, but, where it is possible, drilling machines are employed. The most modern forms can drill a number of holes at the same time. For countersunk work it is necessary to make the hole funnel-shaped, as will be seen from fig. 77. This shape is rapidly given to the holes already punched or drilled by means of a special drilling machine, which can be very easily and rapidly manipulated. The use of portable drills, to avoid hand labour, is rapidly increasing, and several types are in use, operated by electric motors, compressed air or flexible shafting. They are carried to any position required. The hole made by a drill is cylindrical, but that made in the process of punching is conical. On one side of the plate its diameter is determined by the diameter of the punch, and on the other by the diameter of the die, which must be greater than that of the punch. This taper tends to produce close and sound riveting, as the joint is closed both by the knocking down of the rivet and by the contraction of the rivet on cooling. On the other hand, the operation of punching injures the steel in the neighbourhood of the hole, and for work subjected to great stress this deteriorated material must be removed by countersinking or by drilling the hole to a larger size, or the quality of the material may be partially restored by annealing. The process of annealing consists in heating the steel to a good red, then allowing it to cool very slowly; during this process parts of the material which have been unduly distressed in working regain their strength by.molecular rearrangements in the distressed parts. This process occurs to some extent when hot rivets are introduced into the holes and hammered up. The steel immediately adjacent to the rivet is heated, and afterwards cools gradually as the heat becomes distributed into the body of the plate. In some experiments carried out by the Admiralty in Pembroke Dockyard in 1905, it was found that the effect of punching holes close together, as for a butt-strap, was to diminish the tensile strength of the plates about 10%; that hot riveting restored about half of this; and that when holes were drilled and countersunk right through, also when holes were punched 34 in. and countersunk right through, so as to enlarge hole to 78 in. in diameter, there was no loss.
In addition to the machines mentioned above, many special appliances have recently been introduced into shipyards for the purpose of economically carrying out definite operations rendered possible by the use of mild steel. Ships .built with a bar keel require the garboard strake plates on each side to be flanged on one edge, so as to fit against the bar keel. This flanging was formerly carried out by heating the lates and treating them hot, but now a very powerful machine, called) a keel-plate bending machine, and usually worked by hydraulic power, is employed for the purpose with the plate cold. Flanging plates cold has also become general for a variety of, purposes. In a bulkhead, stiffening is necessary, and for this purpose angle bars, were commonly used; the horizontal stiffeners are now frequently formed by flanging the lower edges of the plates. Instead of fitting an angle bar to connect two plates at right angles to one another, the edge or end of one may be Banged, and half the weight of the angle bapand the rivet work saved. For all such work somewhat lighter Hanging machines than the keel-plate bending machine are used; they are generally worked by hydraulic power, but there is no difficulty in driving them by any other means.
Another modern appliance is the scarfing machine, which is used chiefly in connexion with the lapped butts of shell and other plating. Before its introduction it was usual to bring the ends of the plates together and cover the joint with a short plate called a butt-strap, secured to both plates with a proper arrangement of rivets (see fig. 78). It is now more usual in merchant ships to work overlap butts, some half of the weight of the butt-strap and riveting and other work being saved thereby, although the appearance may not be quite so sightly. The difficulty with this system is that the passing plates on each side have their edges lapped over the ends of the lap-butt, and in order that they may be brought close some machining is necessary; this is called scarfing, i.e. slotting away the corner of the projecting butt so as to produce smooth su aces for the side laps (see section at A B, fig. 78). The machine used for this operation is a slotting machine with two heads, so as to slot both edges of the plate at the same time; it is provided with a table which can be adjusted to the necessary bevel, so that the slotting tools may reduce the thickness of the edges operated on in a gradual taper to a knife edge. A more recent appliance for reducing weight is the joggling machine. As already described, the usual method of working the shell-plating is by alternate inside and outside strakes of plating, the outside plates overlapping the inside plates, and the space between them and the frames being filled in by slips or liners. These liners throughout the ship amount to a considerable weight, and the object of the joggling is to do away with the necessity for them. This is effected by shaping the outside plates as shown in section b. fig. 79. Sometimes the frames are joggled instead of the plates, as shown in section c, fig; 79; the inside plate lies in the recessed portion of the frame formed by the joggling process, and the outside plate on the unrecessed portion, its edge lapping over the edge of the inside plate the usual width. The angle bar in this case must be heated, and the hydraulic press is placed so as to be readily accessible for the handling of the part to be heated. The system of joggling the frames has not been adopted to nearly so large an extent as that of joggling the plates.
Frame-bevelling machines appear to be growing in favour. "The machine is placed on rails, near to and across the mouth of the frame furnace, so that it can be readily placed in position for the frame bar to be drawn out of the furnace directly through it, and moved to one side when not required. In the machine a series of rollers, which can be inclined to suit the varying bevel required, operate on the bar. The inclination of the roller is varied as the bar passes along, a dial and pointer giving the angle of bevel at each instant. As the bar passes through, the workman, with his eye on the dial, manipulates the machine so as to give it the required bevel. It is, afterwards completed on the slabs, the form being taken from the scrive-board in the usual way.
The shipyard should be supplied with modern machinery of the most approved type, in order to produce the best work at economical rates: rolls for straighten in, rand bending plates, for fairin and bending beams and angle bars; shaping and slotting machines; lathes and milling machines; heavy planing machines. It should also have a blacksmith's shop, saw-mills, joiners' shops, &c., all fully equipped for completing, as far as possible, the work of the yard. The workshops and machines should be distributed so that, as far as possible, the material moves steadily along, as the various operations are performed upon it, to its place in the ship. Pneumatic tools are often preferred for light work, such as chipping, drilling, rimering and caulking; they are also occasionally used) for riveting, but they are not yet much in favour for this class of work. Hydraulic power is particularly well adapted for heavy presses, such as for keel-plate flanging, for punching and shearing, and especially for punching manholes and lightening holes in plates, and for heavy riveting. It is also very successfully applied for pressing to shape a great variety of small fittings made of steel or iron. For such machines as rolls, ordinary shears and punches, winches, &c., separate steam engines are still frequently fitted, but there is a very marked tendency to replace all these by electric motors. Electric power for driving all the machinery has been introduced into many shipyards. It has many advantages: all the power required in the yard may be generated in one building in any position, containing the boilers, steam engines and electric generators, and the, whole may be designed and worked so as to secure great economy. The current is supplied either to motors directly driving the heavier or outlying machines, or to motors driving a line of shafting where the machines are of a lighter character and are arranged in compact groups. Fixed machines can be placed where most convenient for the work, without any reference to the position of the boilers or.other machinery, and a large number of machines can be very readily made portable for the lighter classes of work, The power may be transmitted with but little loss, whereas with steam-driven machines at a distance from the boilers, lines of steam piping must be introduced, and loss of power is entailed. The savin which the system of electric driving effects over that of steam driving in the consumption of coal in a large shipyard is considerable, an disclaimed by those who have adopted it to be sufficient to justify the large capital expenditure required to convert; a shipyard from the latter system to the former.
As the plates, beams, angle bars, Z-bars, &c., are delivered, they must be stored in convenient racks, with marks showing for what
{kind=link}